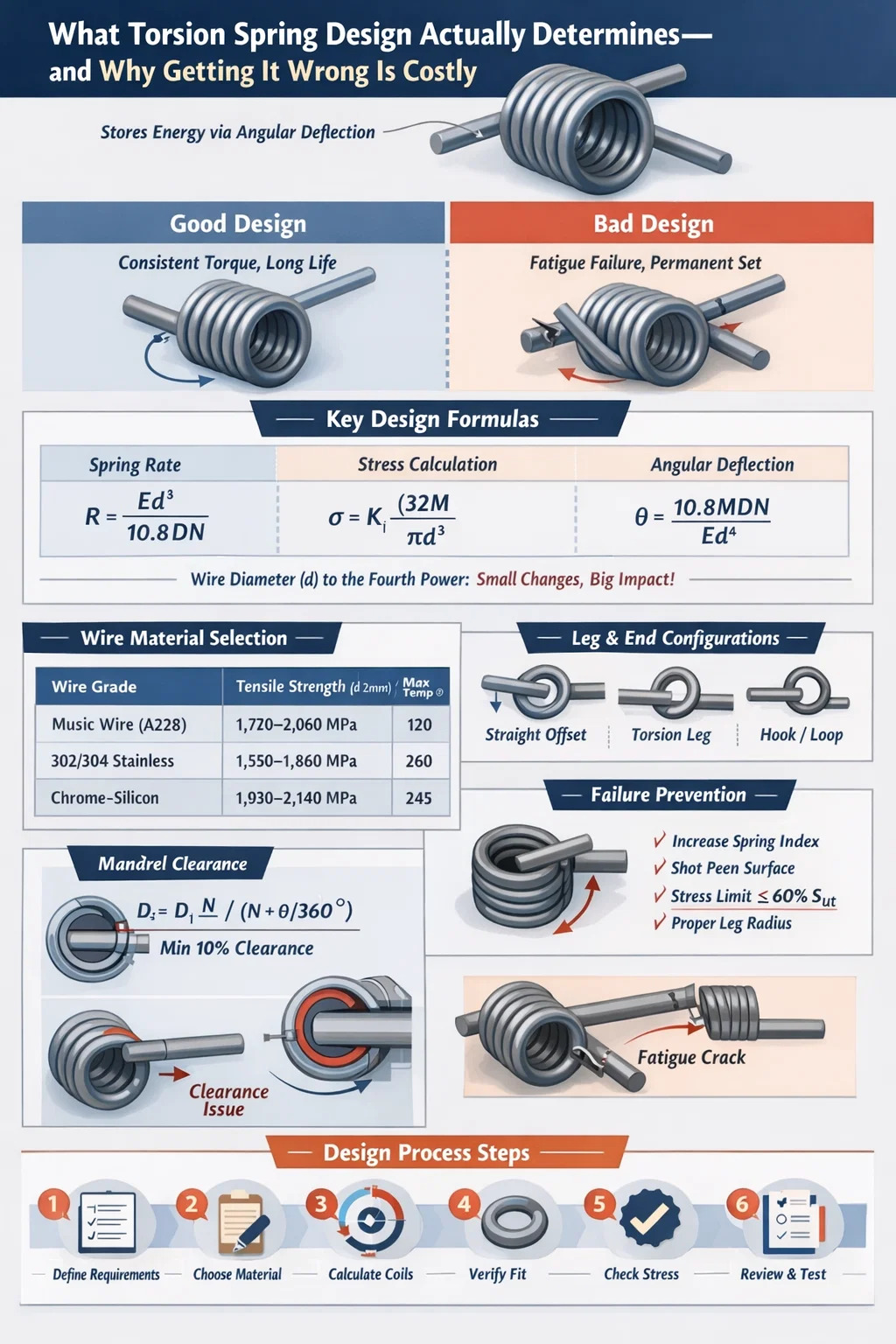
Torsion fons designandi est processus specificandi geometriae, materialis, oneris notarum, ac tolerantias fontis faciens, qui industriam per deflexionem angularis magis quam linearem compressionem vel extensionem reponit. Rectum consilium obtine, et fons per millia constantem tradit torquem vel decies centena millia circuitus. Impetra, et tuam immaturam lassitudinem deficiendi, permanentem pone, vel vagus torques curvae, quae mechanism amni naufragant.
Maxime critica design output est vere rate (Aureus per gradus rotationis) , typice expressum in N·mm/° vel lb·in/°. Omnis alius parameter, filum diameter, spiraculum diametri, numerus gyrorum agentium, crus geometria, figuratio extremitas — in illum numerum pascitur. Torsio vere machina solum producere potest quod designat consilium, ideo praecisio in consilio periodo retractationem pretiosam in pavimento productionis eliminat.
Articulus hic per plenam rationem processum ambulat: ab aequationibus fundamentalibus et delectu materiali ad angustias fabricandas impositas machinis vernis torsionis, modos communes defectus, et consilia practica tolerantia quae in magno volumine productionis adhibentur.
Torsion fons consilio innititur statuto aequationum mechanicarum bene constitutarum. Eas intellegentes libitum non est - statuunt utrum fons tuus vitae operativae superstes sit an in primis paucis mille cyclis deficiat.
Veris angularis rate R computatur ut:
R = Ed⁴ / (10.8 D N)
Ubi E est modulus elasticitatis (MPa), d est filum diametri (mm), D est medium coil diametrum (mm), et N est numerus gyrorum agentium. Nam filum durissimum ferri carbonis, E ≈ 196,500 MPa; pro ferro intemerato 302/304, E ≈ 193,000 MPa; ad chrome-pii (SAE 9254), E ≈ 20000 MPa.
Nota quod filum diametri quartae potentiae apparet. Crescens d justo 10% suscitat ratem vernam per circiter 46%. Hac de causa, filum diametri est sensitivum variabile in quavis torsione vernali consilio — parva deviationis tolerantia effectum in rate finali vere extra effectum habet.
Inflexio accentus in torsione filum vere est;
σ = K_i (32M) / (πd³)
Ubi M momentum applicatum est (N·mm), d est filum diametri, et K_i est fibra interior factor accentus correctionis (etiam Wahl factor pro torsion fontium). K_i rationum curvaturae effectuum et definitur:
K_i = (4C² - C - 1) / (4C(C - 1))
Ubi C fons index = D/d. Ad fontem indicem 6 (valoris communis), K_i ≈ 1.24. Coilum enim strictum cum C = 4, K_i oritur ad circiter 1.40. Hoc significat ver strictum spirans videt 13% vim superiorem in fibra interiore pro eodem momento applicato - significantem differentiam cum lassitudine vita consilio coacta est.
Declinatio angularis totalis θ (in gradibus) est;
θ = 10.8 M D N / (E d⁴)
Haec aequatio est inversa formula rate veris. Hoc tibi narrat, quantum verno applicata torques Pro data versatur. In applicationibus sicut ostium autocinetum cardinis vel fenestrae regulatores, scientes angulum accuratam deflexionem in quolibet torque gradu esse criticam ad mechanismum packaging.
Una linea unica ad torsionem fontium: spiram diametri mutat sicut venti verni vel distenduntur. Cum vulnus in directione claudendo (globos obstringere), medium diametri decrescit. Diameter novus D₂ est;
D₂ = D₁ N / (N θ/360°)
Fons enim cum 8 gyris activis gyrat 90°, D₂ = D₁ × 8 / 8.25 = 0.970 × D₁ — a 3% reductione. Si fons super mandrel operatur, excogitator cognoscere debet D₂ adhuc idoneam alvi deiectio; impedimentum ad maximam deflexionem causat spicarum torques calamitosas et defectum immaturae. Vexillum designationis praxis saltem servet 10% alvi inter gyros deflexos internis diametri et mandrel diametri exterioris .
Materia electio inseparabilis est a torsione fontis designatio. Filum debet liberare vires distrahentes, patientiam limitem, et corrosionem resistentiae per range operativam temperatura liberare, manens compatible cum torsione machinae veris capaces formandi.
| Gradus filum | Distrahens fortitudo (d=2mm) | Max Temp (°C) | Typical Usus |
|---|---|---|---|
| Durus instructus (ASTM A227) | 1,380–1,650 MPa | 120 | Propositum generale, onera static |
| Musica filum (ASTM A228) | 1,720–2,060 MPa | 120 | Summus cursus labor, subtilitas |
| Intemerata 302/304 (ASTM A313) | 1,550–1,860 MPa | 260 | Mordax ambitus |
| 316 Invicta (ASTM A313) | 1,480–1,790 MPa | 315 | Marinus, chemica detectio |
| Chrome-piicon (SAE 9254) | 1,930–2,140 MPa | 245 | Princeps accentus, elatus temp |
| Inconel 718 | 1,240–1,380 MPa | 600 | Aerospace, gas turbines |
Plurima applicationes industriae - cardines ianuae, pessuli, retractores et connexiones electricas - filum musica (ASTM A228) est default electionis . Eius vis alta distrahens et constans superficies qualitas sustentans lassitudinem vivit excedens 500,000 cyclos ad accentus gradus usque ad 70% ultimae distrahentes vires. Filum durum-tractum constat 10-15% minus, sed habet metam asperiorem superficiem et magis distrahentem vires variabilitatem, quae aptiorem facit ad applicationes static vel humilis-cyclus.
Filum Chrome-silicum, dum carius est, norma electionis pro valvae automotivae fontium et fontes reditus fregit ubi operandi temperaturas 200-240°C attingunt et relaxatio accentus minuendus est. Magis etiam torsionem machinae veris flagitat quia durities eius altiorem instrumenta vestiendi accelerat - factor disputandi cum fabrica durante recognitione designandi.
Phosphor aes et beryllium aeris apparent in electricis connexis fontibus ubi conductivity in rebus mechanicis ad effectum deducendis. Beryllium aeris speciatim, dum sumptuosum est, vires distrahentes accedens ad 1,400 MPa consequitur et resistentiam optimam conservat, eamque aptam facit ad praecisionem instrumentorum cum strictis tolerantiae torques in usum vitae extensae.
Finis figurae torsionis vernae - quomodo crura effinguntur, ubi partes coniugales attingunt, et quid geometria sequuntur - tria directe afficit: efficax numerus gyrorum agentium, accentus coniunctio ad commissuram corporis cruris, et quid torsion vere machina possit concrescere.
Effectus numerus gyrorum agentium N_a contributionem e cruribus includit. Pro cruribus rectis, vexillum approximatio L/(3πD) corpori coil comitem addit, ubi L utriusque cruris longitudo tota est. Ver enim cum media spira diametro 20 mm et duo 30 mm crura, haec adiungit circiter 30/(3π×20) ≈ gyros 0.16 — parva sed non-trivialis correctio, cum arcta vere tolerantiae (±5% vel melius) requiruntur.
Ignorans hanc correctionem ducit ad systematicos errores scaenicos qui per inspectionem primi articulum apparent, coilum requirunt compositiones computare et additis CNC torsionibus machinae veris tempus paroeciale.
Machina verna torsio - machinae tortionis speciei CNC cum torsione fontis capacitatis - filum format, eum circa mandellum flexuosum inflectens dum simul crura et extrema lineamenta effingens. Intelligere quid machina potest et non potest, essentialis est in scaena consilio, antequam instrumentum incidatur.
Vexillum CNC torsio machinarum veris diametri filum tractant ab circiter 0,10 mm ad 16 mm, secundum machinae genus. Entry-level CNC coilers tegat 0.3-3.5 mm; graves machinis industrialibus 3-16 mm filum tractant. Veris index (D/d) fere inter 4 et 16 arctatur ad productionem maximam;
Dulcis macula ad torsionem ver productio apparatus est C = 6 ad C = 12 ubi vires formandi tractabiles sunt, instrumentum vestium praedictio est, et tolerantiae dimensiva ad celeritates productiones magnas effici possunt.
Moderni CNC torsionis machinae nascuntur — qualia sunt Wafios, Numalliance, vel Simplex — cum 4 ad 8 securibus moderatis agunt. Facultates clavis includendi:
Angulus liber — angulus inter duos pedes in statu exoneratus — unus est parametris ad temperantiam difficillimis. Liber tolerantia angulus ab ±3° ad ± 5° est capacitatis productionis vexillum; ±1° ad ±2° consequi potest premium CNC torsion vere machinis et processu absolute, sed maiore in parte. Designatores notissimam tolerantiam quam actu indigent, non arctissime putant fieri posse - tolerantiae angulus gratuiti super-specificationem duplicare vel triplicem partem sumptus sine meliore functione duplicare potest.
Post formationem, torsio venae factae ex filo praedurato (filum musicum, durum tractum, immaculatum) subire accentus subsidio coquendo humilis temperaturae - typice 175-230°C pro 20-30 momentis. Haec residuas passiones in spiram inductas reducit, angulum liberum stabilit et in servitium reducit. Chrome-silicon et chrome-vanadium fontes ex filo ananeo formantur et deinde oleum extinctum et temperatum ad duritiem ultimam post coitum, quae plus dat in materialibus proprietatibus potestatem, sed gradus additicii requirit in linea machinae torsionis ver.
Shot peening, applied after heat treatment, induces compressive residual stresses on the wire surface, raising the fatigue endurance limit by 20-30% fontium operantium in inverso flexione. Pro torsio oritur in applicationibus summus cycli (supra 500,000 cyclos), peening iecit fere semper specificata, non obstante addito 15-25% ad partem sumptus, quia alterum - in agro defectum lassitudinem - longe carius est.
Defectus lassitudo est dominans defectio modum torsionis sub oneratione cyclica fontium. Principiat ad superficiem interiorem (ubi inclinatio vis summa est propter curvaturam) vel ad commissuram corporis cruris (punctum accentus retrahitur). Praedicens vita lassitudinem requirit intellegentiam tum vim amplitudinis et vim medium.
Modified Goodman criterium licitum accentus amplitudinis σ_a refert ut accentus σ_m significat:
σ_a / S_e σ_m / S_ut = 1
Ubi S_e est patientia terminus et S_ut est fortitudo ultima distrahens. Pro filum musicum, S_e ≈ 0.45 S_ut speciminibus politis. Superficies finis correctionis factores minuunt hoc ad circiter 0.35-0.38 S_ut ad filum productionis cum qualitate superficiei vexillum.
Parabola Gerber interdum jocus adhibetur ad lineam Goodman, quia lassitudines empiricas veris datas aptius ad altas medias accentus gradus aptat. Nihilominus, Goodman conservativa magis manet et applicationes ad salutem criticam praefertur.
In practica torsione fontis designatio, sequentia vis ratio scutorum certa lassitudine perficientur praebent;
Haec scuta computari debent formulae accentus correctae cum factor Wahl. Applicando nominalem inflexionem accentus aequationem sine curvatura correctionis aestimat actualem accentus filum a 15-35% pendente in indice verno — error potentialiter calamitosus in cyclo magno designatus.
Torsion fontes sub onere sustentato exhibere possunt statutum permanentem — mutationem permanentem in angulo libero per tempus ob serpere in materia molestie. Set permanens temperatus-dependens et supra 100°C significans fit pro filum chalybeum carbonis. Maximum accentus licitum sustentatum ad limitandum ad minus quam 2% supra 1,000 horas in cella temperies est circiter 65% of S_ut pro filum musicum et 70% pro chrome-silicon.
Nam applicationes ubi fons in positione compresso (sicut in multis autocinetis et appliance machinarum machinarum) comprobatur), excogitator cognoscere debet accentus sustentatos ad maximam deflexionem hos limites non excedere. Defectum ita consequitur in torques corruptionis super vitam producti muneris — querimonia campi communis quae directe ad torsionem fontis designationis inspectionis reducitur.
Specificare tolerantias in torsione fontis extractionis est ubi ipsum iudicium cum pecunia fabricanda intersecet. Omnis tolerantia arctius quam vexillum productionis capacitas requirit accessionem moderaminum, inspectionem crebrorum auctam, vel tardius torsionem machinae cycli veris temporibus - quae omnia sumptus addunt.
| Parameter | Standard Tolerantia | Stricta TOLERATIO (Premium Pretium) |
|---|---|---|
| Diameter filum | Per ASTM filum vexillum (typice ± 1-2%) | ± 0.5% (certified filum multum requirit) |
| Medium coil diameter | ± 2-3% | ±1% |
| Multis orbibus | ± 0.25 gyros | ±0.1 orbibus |
| Liber angulus | ±5° | ±2° |
| Vere rate | ±10% | ±5% |
| Torque ad test angulus | ±10% | ±5% |
| Crus longitudo | ±1.0 mm | ±0.5 mm |
| Corporis longitudo (clauso coil) | ±0.5 mm | ±0.2 mm |
Praecipua tolerantia ad recte definiendum est Aureus in angulo testi definito, non in rate verna separatim. Torquere tolerantia ad angulum determinatum arctius coniungitur cum functione producti -, indicat opificem prorsus quid fons tradere debeat in puncto suo in peregrinatione res ad ecclesiam. Ver rate solus fabulam non narrat si angulus liber variat.
Communis et efficax aditus est specificare: (1) torque ad minimum angulum laborantem, (2) torque ad maximum angulum laborantem, et (3) liberum angulum cum lato tolerantia. Haec functionis specificatio dat torsionem machinae fontis operatoris maximam libertatem ad optimize processum formantem, dum fons in conventu recte exercet.
A torsio verna semper specificare debet;
Omissis venti directione a extractione, est unus ex frequentissimis et pretiosis erroribus in torsio oriundi procurationem. Vulnus manus dextrae torsio vernalis in clausura directionis augens torquem generat, quod claudit — si conventus claudendi torquem ex fonte sinistro requirit, mechanismus vicissim vel nullo modo laborabit.
Modi defectum intellectus non est ipsum post mortem - initus est consilium. Singulae tabulae defectus modus in certis consiliorum decretis quae impedire vel mitigare possunt.
Suprema inclinatio accentus in torsio fontis occurrit in fibra interioris cuiuslibet coilis ob effectum curvaturae (captum per factorem Wahl). Finditur lassitudo hic inchoare et transversum per filum diametri propagare, inde in fracturam subitam. Insidijs praeventionis:
Pone manifestat reductionem in libero angulo super tempus, reducendo torquem dato in angulo laborantem. Causa radix sustinetur accentus modum elasticam materiae excedentem in temperatura operante. Praeventionis: custodiat vim sustentatam infra 65% S_ut pro chalybe, utere fontium presetatorum (prae-deflectatur ultra angulum maximum laborantem in fabrica ut passiones residuas favorabiles inducant), vel filum altiorem admixtum meliore relaxationis resistentia definias.
Cum ver in partem claudentem deflectit, gyrus diametri interioris decrescit. Si ver super mandellum non satis alvi innectitur, gyros mandrel attingunt — frictiones generantes, calorem, ac vagus torques spicas. In gravibus casibus fons totum mandrel arripit. Fix est directus in consilio: computa minimum spiram diametri interiorem ad maximam deflexionem utens formula diametralis et curet mandrel OD saltem 10% minor. Sed hoc requirit excogitatoris ad cognoscendum maximum angulum operantem in consilio scaenae.
Transitus corporis a gyro ad crus rectum est discontinuitas geometrica, quae accentus conducit. Magnitudo flecti ab acumine dependet. Minimum flectitur radius 1.5d ad radicem cruris est bonus consilio praxis — radii minores quam in dramatically hoc augent factores accentus concentrationes. Cum machina vere torsio crus format, operans instrumentum ad hunc minimum radium assequendum accommodat. Si excogitatoris ad radicem cruris acutum angulum trahit, apparatus angulum acutum dabit, et lassitudo defectus in illo loco potius occurret quam in gyro corporis, ubi accentus analysis praedicat.
Efficacissima torsionis verna consilia collaborative excoluntur inter architectum et fontem opificem - specie, involuens machinam machinam vere torsionis operantem primo in processu designandi, antequam extractio perficiatur.
Key DFM considerationes erigendi cum fabrica:
Ingeniarius, qui vere fabricam tractat ut meram commodam supplementum — integram detractionem sine discussione praebens — suboptimales eventus constanter accipit. In fabrum, qui torsionem machinae veris involvit, in consilio recognitionis fontes accipit, qui faciliores sunt ad faciendum, constantius, et minus sumptuosus in voluminibus productionibus.
Torsion vere principia tractant aliter per industrias. Hic concreta exempla sunt quomodo applicatio contextuum figurarum consiliorum decisionum.
Specificatio typica: torque of 8-12 N·m ad 75° deflexionem , 500,000 exolvuntur vita, temperatura operans -40°C ad 80°C. Filum diametri 4-6 mm, chrome-piicon offensionis, offa peened, phosphate zinci obductis. Machina verna torsio debet congruenter angulum liberum ad ±3° producere, quia ostium detentum sensitivum est ad torquem variationem in situ intermedio represso (typice 30-45°). Hi fontes in alto volumine producuntur — centena milia per annum — tormenti verni machinae instrumentum iustificans dedicatum et torques in- cessus probationis ad 100% partium.
Specificatio typica: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Instrumenta chirurgica et machinae insitae machinae usui torsionis fontium factae ex 316L ferro immaculato vel MP35N mixturae. Torque tolerantiae ±3-5% sunt typicae. Omnis fons est 100% inspectis. Traceabilitas requisita significant singulas productiones multum coniuncta cum certo numero caloris filum et torsio machinae ver batch record. Haec requisita significanter augent ut sumptus, sed non negotiabiles ambitus moderantes positae sunt. Diametri filum ex 0.25 mm ad 2.0 mm pendentes in applicatione typice vagantur.
Portae torsionis fontes in garage residentiales sunt magnae (diametri filum 4-8 mm, medium spirae diametri 50-75 mm) et dispositae ad 10,000 ad 30,000 circuitus vitae. Vulnescunt in oppositis paria in media stipite, portae pondus librans. Rate verna debet aequare ostium ponderis et altitudinis intra ± 10% vel ianuam non recte aequare. Hi fontes in magnis torsionibus industrialibus machinae veris in summo volumine producuntur, res mercimoniae venditae, et sunt unus e frequentissimis defectibus domesticorum vernorum — non quia male dispositae sunt, sed quia ad scopum pretium destinantur, qui cycli vitam finiunt.
Processus in consilio structo simul in workflui inducendo impedit communis error iterandi nuper in evolutione cum mutationes pretiosae sunt.
Sequens haec series constanter vitat errores pretiosissimos praedicamenti fontis designati: inveniendi problemata dimensiva vel perficiendi in sanatione congregationis, cum mutans consilium fontis requirit renovationem torsionis machinae fontis propositae et potentiae partium coniugationis redesignationis.

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES CNC VER MACHINA COILING ...
Vide plura
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES CNC VER MACHINA COILING ...
Vide plura
TK12120 TK-12120 12AXES CNC VER MACHINA COILING ...
Vide plura
TK-6160 TK-6160 CNC VER MACHINA VOLUMEN MACHINA ...
Vide plura
TK-6120 TK-6120 CNC VER MACHINA VOLUMEN MACHINA ...
Vide plura
TK-5200 TK-5200 5AXES CNC VER MACHINA COILING ...
Vide plura
TK-5160 TK-5160 5AXES CNC VER MACHINA COILING ...
Vide plura
TK-5120 TK-5120 5AXES CNC VER MACHINA COILING ...
Vide pluraCōdex QR Mōbilis

 Lingua
Lingua  Lingua Sinica Simplex
Lingua Sinica Simplex

