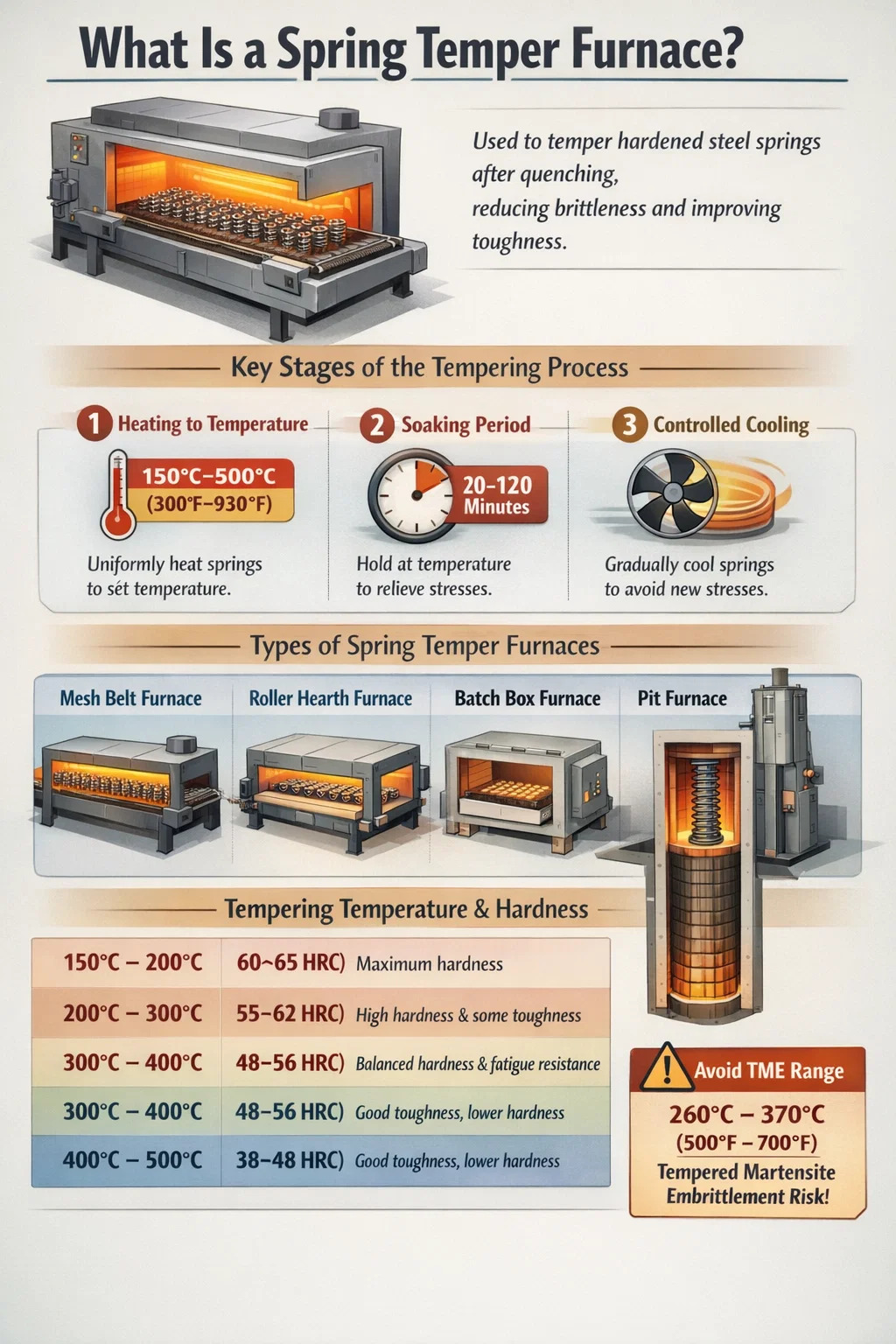
Fornax temperi fontis est species curationis caloris industrialis fornax speciatim designata ad temperaturam ferri fontium post obdurationem. Praecipuum eius officium est vere ferro obduratum reicere ad temperiem continentem — typice inter 150°C et 500°C (300°F ad 930°F) — tene ibi per tempus definitum, ac deinde moderato modo refrigerari sinito. Hic processus internas passiones in exstinguendo et obdurando inductas levat, duritiem ad certum ambitum accommodat, ac gradum duritiae et elasticitatis, quae alioqui abesset in vere plene obdurato, reddit.
sine temperamento, fons induratus fragilis est et pronus ad fracturam subitam sub onere. Fornax ingenium vernum est quod elementum durum sed fragile commutat in partem durabilem, onerosam, lassitudinem repugnantem, quae fideliter per decies cyclos compressionis vel extensionis perficiendi capax est.
In ambitus productionis, fornaces temperantes verna per autocinetum fabricam, aerospace, praecisionem instrumenti productionis et sectores graves machinae reperiuntur. Veniunt in varias figuras, reticulum cingulum fornacibus continuis, cylindrus fornacibus focis, cistae fornacibus, cisternae fornacibus, singulis geometricis variis veris geometricis accommodatis, voluminibus productionibus, et speciebus mixturae.
Principium operans fontis ingenium fornacis centra subtilis cycli scelerisque. Post ferro fontes indurantur - typice austenendo ad temperaturis supra 800°C (1470°F) deinde in oleo, aqua, vel polymerum celeriter restinguenda — microstructura martensitica perquam dura, sed valde confirmata et fragilis est. Temperans in fornace temperies fontis hanc alloquitur, excitando seriem motus solidi-statis metallurgicae.
Fornax calefacit fontem aequaliter onus ad scopum temperatura temperaturae. Uniformitas est critica - temperatus differentialis even ±10°C per onus inconstans duritiem potest producere valores. Summus qualitas fontis temperamentum fornacibus pluribus utuntur zonas calefactiones independenter moderatas, convectiones fans coactas, et elementa calefactionis altae densitatis vel tubi radiantis ad aequabilitatem temperationis intra ±5°C per conclave operantem consequendam.
Semel ad scopum temperatura per totam sectionem vere transversalem perventum est, fornax temperatura macerari tempus affirmat. Maculae permittit atomos carbonis in cancello martensite inclusis incipere diffundere et carbide praecipitare. Haec carbida praecipitatio est quae cancellos levat, fragilitatem minuit, ductilis reddit. Macerari tempora variantur secundum sectionis crassitudinem et magnitudinem fontium — parvae venae filum tantum opus est XX ad XXX minuta , dum gravibus coil scaturis vel torsio- nis vectes requirat LX ad CXX minuta vel potius.
Postquam teritur , fontes refrigerantur , vel intra fornacem aeris refrigerante , vestibulo aere temperato refrigerante , vel ad ambientium aerem remotionem . Rate refrigerationis post temperationem fere minus critica quam in duritia est, sed adhuc tractanda est. Celeri refrigerationis a temperantia temperaturae passiones superficiei re-inducere possunt, ideo maxime verna temperies fornacibus paulatim refrigerationem patitur, praesertim in sectionibus transversis veris maioribus.
Multae fornaces temperi fontis sub atmosphaera continenti agunt — nitrogenium typice, gas endothermic, vel mixtio nitrogen-methanolum — ne oxidatio superficiei et decarburizationis in cyclo temperato. Oxidationis superficies lassitudinem vitae et corrosioni resistentiae degradare potest, duae proprietates quae praecipuae sunt in applicationibus veris. Tutela atmosphaerae fornaces multiplicitatem et sumptus addunt, sed normae sunt instrumenti ad praecisionem fontium elaborandorum pro valvae automotivarum fontium, de elit descensu calces fontium, instrumenti chirurgici fontium.
Temperatura temperatura electa in fornace temperies veris temperies directe determinat ad proprietates mechanicas finales fontis perfecti. Hoc non minor temperatio - differentia 50°C in temperie temperatura duritiam mutare per 3 ad 6 puncta HRC et dramatically mutare vires distrahentes et valores elongationis.
| Temperature Temperatus dolor | Typical duritia (HRC) | Key Property Eventum | Communi Spring Application |
|---|---|---|---|
| 150°C - 200°C (300°F - 390°F) | 60 – 65 HRC | Maximam duritiem, strictim ductilis | Subtilitas instrumenti fontium |
| 200°C - 300°C (390°F - 570°F) | 55 – 62 HRC | Alta duritia cum aliqua duritia | Horologium fontium, cincinnus fontium |
| 300°C - 400°C (570°F - 750°F) | 48 – 56 HRC | Duritie et lassitudine libratum resistentia | Valvae autocinetae fontes, suspensionis fontes |
| 400°C - 500°C (750°F - 930°F) | 38 – 48 HRC | Boni durities, durities inferior | Gravis onus coil scaturigines, balneae fontes |
Unum criticum zonam vitare est temperari martensite embritlement (TME) range Typice inter 260°C et 370°C (500°F ad 700°F) . Temperatio intra hanc extensionem potest revera duritiem reducere quam eam emendare, phaenomenon ex praecipitatione carbidum in austenite grani prioris termini. Responsible ver ingenium fornaceorum operariorum designant cyclos temperantes suos vel infra manere vel hunc ambitum excedere potius quam in ea habitare. Haec una causa est cur valvae autocineticae specificationes fontium frequentius temperantiam denotant vel supra 380°C ad 420°C.
Ver industria pluribus figuris fornacis distinctis utitur ad processum temperaturae fontis. Quaelibet technicae commoditates habet, quae aptius efficiunt certis veris generibus, voluminibus productionibus, vel systematibus mixturae.
Fornax reticulum cingulum frequentissima configuratione in summo volumine veris fabricandis est. Fontes super reticulum chalybem immaculatum onerati sunt, qui eas continenter per zonas calefactionem, bibula et refrigerationem portat. Productio rates potest pervenire 500 ad 2,000 kg/hora pendentes super fornacem longitudinis et latitudinis. Cinguli celeritates et zonae temperaturae independenter commodatae sunt, permittentes certa moderatio temporis et profile temperaturae macerari. Reticulum cingulum fornacium sunt specimen parvis ad medium coilum fontium, filum fontium formarum, et fontium planorum. Praecipua limitatio est quod fontes oversized vel graves possunt deformare cingulum super tempus.
Fornax cylindrus fornacibus aqua refrigeratis vel mixturae utuntur ad fontes devehendos per fornacem in ferculis vel adfixa. Graviora onera tractant quam systemata cingulum reticulum, maiora veris comitiis accommodant et subtilius atmosphaerae imperium permittunt. Illae fornaces communes sunt ad temperaturam suspensae autocinetis gyris, vectibus stabiliendis, et torsiones fontium. Operatio temperaturis vagarentur ambientium usque ad 700°F (1290°F) in maxime cylindro ad focum pertinentes, arctissima temperatura uniformitas — typice ±4°C — in systematis hodiernis impetrabilis.
Batch fornacibus certo aquarum impetu onustus, temperatus, madefactus, exoneratus. Maximam flexibilitatem offerunt - idem fornax varias magnitudinum veris ac specierum varias varias vices procedere potest. Hoc facit populares in officinis tabernis et in ambitus productionis medii voluminis. Commercium-off est inferior throughput ac eget tempus scelerisque macerari satis longum efficere ut vel tortor per totam massam. Arca fornax bene disposita batch ad usum verni temperaturae typice pluma coactus recirculation fans ut temperatura uniformitas intra ±5°C etiam stipite onerata.
Nam diu fontes, torsio catenae, vel folium vere fasciculi qui facile planae sunt, verticalis fornacis foveae solutionem practicam praebent. Coetus fons vel fons verticaliter in fornace cubiculi suspenditur. Haec depravatio a gravitate impedit, quae realis cura est, cum temperaturam longi vectes vel multi-folii sarcinis oriuntur. Fornaces foveae ad vernam temperaturam more gas- accensae et ad profundas se perveniunt 2 ad 6 metra accommodans vestigium longissimum in superficie compacta.
Sal balneum fornaces temperantes utantur salibus nitratis vel chloride liquefactis ut medio calefactionis. immerguntur fontes in salso liquore, quod praebet summa celeri et uniformis calor translatio — multo velocius quam aer convection. Id evenit in cyclo brevissimo temporum et excellentis temperaturae constantia. Fornaces balnei sal praecipue aestimantur ad subtilitatem temperandam fontium ubi tolerantiae duritiei strictae requiruntur (±1 HRC). Provocationes principales operationales sunt sal contaminatio procuratio, fumus extractio et aleam potentialem salibus fusilis in temperaturis operandis 160°C ad 550°C.
Intelligens quod intus in fornace temperies fontis est, quare aliquae fornaces melius efficiunt quam alii. Singula componentia conferunt ad temperaturam uniformitatem, atmosphaeram integritatem, et iterabilitatem quae ultimam vere qualitatem determinant.
Veris processus temperaturae non est omnium viciorum amplitudo. Admixtiones ver ferro diversae aliter curationi calefacere respondent, et fornax temperi fontis statui debet cum recta temperaturae profile ad stannum specificum procedendum.
Ferri autocineti excelsi sunt frequentissimae materiae vernae et primariae scuta fornaces temperies veris. Eorum ipsum contentum 0.60% ad 1.00% tribuit eis facultatem summam duritiae consequi exstinguendam. Hi gradus typice temperantur inter CC°C et 400°C. Ad 300°C, 1080 ferrum vernum distrahens robur circa typum obtinet 1,800 ad 2,000 MPa duritiem in 52 ad 57 hrc patens.
Admixtiones silicon-chromium superior resistentiam relaxationi sub onere praebent — proprietas critica ad fontes valvae et fontes suspensionis. Hi gradus sunt typice temperaturis superioribus temperandis, saepe 420°C ad 480°C ut validas machinationes, quae Pii et chromium sunt, plene activate. Ad has temperaturas, fontis fornacis ingenium, arctissimam uniformitatem servare debet, quia curvae temperaturae responsio ardua est — parvae temperaturae errores notabilem duritiem spargunt.
6150 stannum populare est pro autocinetis et industrialibus coilum fontium et fontium planorum. Vanadium additamenta expoliant structuram frumenti et duritiem augent. Temperatura temperaturis 400°C ad 500°C sunt typicam, unde distrahentes vires facultatem 1,600 ad 1,900 MPa secundum sectionem magnitudine et certis temperaturae temperatione.
Fons immaculatus ferro specialem considerationem requirit. Praecipitatio-obduratio gradus sicut 17-7 PH roborantur per curationes senescentes in temperaturis specificis — communiter 480°C (Condition CH900) or 510°C (Condition RH950) — potius quam placitum exstinguere et currendi ingenium. Veris temperies fornacibus adhibitis ad fontes immaculatos, accuratam atmosphaeram temperantiam praebere debet ne chromium deperditionem in superficie, quae repugnantiam corrosionis componat.
Fornax ingenium fontis tantum valet quam ratio circumquaque qualitatem temperantiae. Vere fabricantes fabricantes ad automotivam vel aerospace qualitatis signa rigidum conservant processus moderamina circa operationes earum temperantes.
Pleraque aerospace et specificationes autocineticae requirunt aequalitatem periodicam temperaturae perlustrat fornacem temperi fontis, quod typice peregit quatuor. In TUS, thermocouples calibrati ponuntur pluribus locis per zonam laborantem, et forna curritur ad regulam signatam operantem. Maxime licita declinatio per omnes mensuras puncta cadere debet intra certam cohortem - communiter ±5°C pro fornacibus II Classis per AMS 2750 (Vexillum pyrometriae Nadcap). Furnae, quae TUS non requiruntur, recalibrari vel reparari debent antequam ad servitium redeant.
Praeter TUS, fornax temperaturae instrumenta temperantiae contra thermocouplas calibratas verificantur, per accurationis systematis experimenta quæ menstruis vel certis intervallis peraguntur. Hoc efficit, ut temperatura lectio a fornace moderatoris exhibita actualiter temperamentum reali in zona laboranti respondeat.
Post omnem temperaturam currendi, fontes exempli sunt durities probata — saepe utens Rockwell C scala — ut verificare massam assecutam esse certam duritiem range. Valvae autocinetae specificationes fontanae, exempli gratia, vulgo duritiem vocant 47 ad 52 HRC et tota massa rejiciatur, si exempla extra hanc fenestram cadunt.
Ad applicationes criticas, fontes a batches temperatae gustati deflectentem onera subeunt probantes ad confirmandam veram ratem et liberam longitudinem, et lassitudo ad comprobandum quod temperaturae cycli adaequatam lassitudinem vitam produxit. Automotivum valvae fontium in maximis perficientur machinamenta petit ut probata sunt X decies circuitus vel plures sine defectum in certa accentus campester.
Etiam cum veris fornacibus ingenium bene conservatum oriri possunt problemata quae productum qualitatem afficiunt. Has difficultates cognoscere earumque causas radix est essentialis productionis convenientis.
Temperatura vere moderna fornacibus signanter acrius efficacior est quam apparatum ab etiam ante XX annos. Progressus in materias velit, elementum technologiae calefactionis, et systemata combustio specifica energiae consummationis substantialiter redegerunt.
Fibra ceramica enascentia modulorum fornacem parietis caloris repositionis minuit et caloris iacturam cum laterculo refractorio denso comparavit. In retrofito a latere usque ad fibra ceramica velit, energiae compendiorum XX% ad XL% vulgo fama est, cum temporibus velocioribus caloris fornacem disponibilitatem augentibus et throughput.
Apta frequentia variabilis agit (VFDs) ad recirculationem motorum ventilationum et TRADUCTOR agitet celeritatem ventilationis et celeritatem cinguli ut praecise respondeat ad rate productioni et onere verno, reducendo industriam necessariam consummationem in aetatibus otiosis vel oneribus partialibus.
In vapore accenso vernum ingenium fornacibus, recuperatores vel turibulum systematis regenerativi caloris exhauriunt vapores recuperant et eo utuntur ad combustionem aeris preheat. Recuperator systemata movere potest combustionem aeris temperatus to 400°C ad 600°C , cibus consummatio per reducendo XXV% ad XXXV% comparari combustionis aeris frigidi.
Temperatio fontis moderni fornacibus magis magis incorporandi data logging, SCADA integratio, nec non apparatus eruditionis-substructio predictive sustentationis. Continua vigilantia elementi resistentiae, current ventilabrum motoris, calliditate thermocouple, et atmosphaera compositio permittit sustentationem iunctos ad interpellationes schedulae ante defectiones fieri, minuendo inconditum tempus, quod cedulas productionis perturbare potest et partim temperatos ver batches qualitates periculorum exponere.
Veris temperamentum interdum confunditur cum accentus levandi et furandi. Hae sunt relationes sed distinctae processus curationis caloris et differentiae materiae significanter in veris fabricandis.
| Process | Temperature Range | Propositum | Effectus in duritia |
|---|---|---|---|
| Spring Tempering | 150°C - 500°C | Post obdurationem minuere fragilitas, pone ultima mechanica proprietates | Duritiam reducit ut exstinguitur ad certum scopum |
| Suspendisse Relieving | 120°C - 250°C | Remove tortuosum vel spiram e fontibus frigidis formatae | Minima mutatio in duritia |
| Annealing | 700°C - 900°C | Plene mitescere ferrum formandi vel machining | Maior reductionis proventus in materia mollissima |
Vulnus frigidae fontes e filo praedurato (ut filum musicum vel filum durum tractum) typice accentus subeundae potius quam plenae temperaturae subeunt, quia filum iam ad molae filum temperabatur. A accentus relevium curatio at 120°C ad 230°C pro 20 ad 30 minuta gyros autem extollit et removet ver geometrica sine insigniter immutatione duritiem. Fontes vulneris calidi, contra, supra criticam transmutationem caliditatem vulnerant et plenam duritiem et temperantiam requirunt in fornace temperies fontis post formationem.
Fornacem eligens temperies fontis involvit varia operandi requisita conpensatio. Electio perversa consequitur vel in qualitate vere paupere vel in collocatione pretiosa overcapacitas.

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES CNC VER MACHINA COILING ...
See Details
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES CNC VER MACHINA COILING ...
See Details
TK12120 TK-12120 12AXES CNC VER MACHINA COILING ...
See Details
TK-6160 TK-6160 CNC VER MACHINA VOLUMEN MACHINA ...
See Details
TK-6120 TK-6120 CNC VER MACHINA VOLUMEN MACHINA ...
See Details
TK-5200 TK-5200 5AXES CNC VER MACHINA COILING ...
See Details
TK-5160 TK-5160 5AXES CNC VER MACHINA COILING ...
See Details
TK-5120 TK-5120 5AXES CNC VER MACHINA COILING ...
See DetailsMobile QR code

 Language
Language  中文简体
中文简体

