A ingenium fornacis est genus curationis caloris industrialis fornacis specialiter destinatum ad perficiendum processum temperantem in metallis - ferro plerumque indurato. Core eius munus est metallum componentem extinctum vel induratum ad temperaturas infra punctum criticum inferiorem refricare, eam in temperie moderato tenere, ac deinde moderato modo refrigerare. Hic processus passiones internas levat, fragilitatem minuit, duritiem meliorem sine duritie insigniter immolat.
Id ut palam est: ubi ferrum induratum est, durissimum est, sed etiam periculose fragile. Temperans fornax est instrumentum, quod iniquitate corrigit. Mutat partem fragilis, vis-onustam in componentem cum diligenter calibrata compositione duritiei et ductilis — ad realia mundi onera mechanica apta.
Temperies fornaces late adhibentur per autocinetum, aerospace, instrumentum, portantes, et industrias verificantes. Omnia procedunt a instrumentis et anniculis ad structuras componentes et instrumenta chirurgica. Temperatus operans range of fornax ingenium typicum est 150°C ad 700°C (302°F ad 1292°F) secundum materiam et scopum mechanica proprietates.
Operatio principii fornacis temperamenti nititur in metallilurgia thermarum sobrie. Cum ferro exstinguitur post austentionem, transformat in martensitem — supersaturatum, corpus-sitas tetragonale crystalli structurae durissimae, sed valde confirmatae et fragilis. Temperatio, intra fornacem ingenium exercetur, efficit seriem diffusionis moderatae periodi mutationum intra martensitam, quae gradatim accentus minuit et ducalitatem restituet.
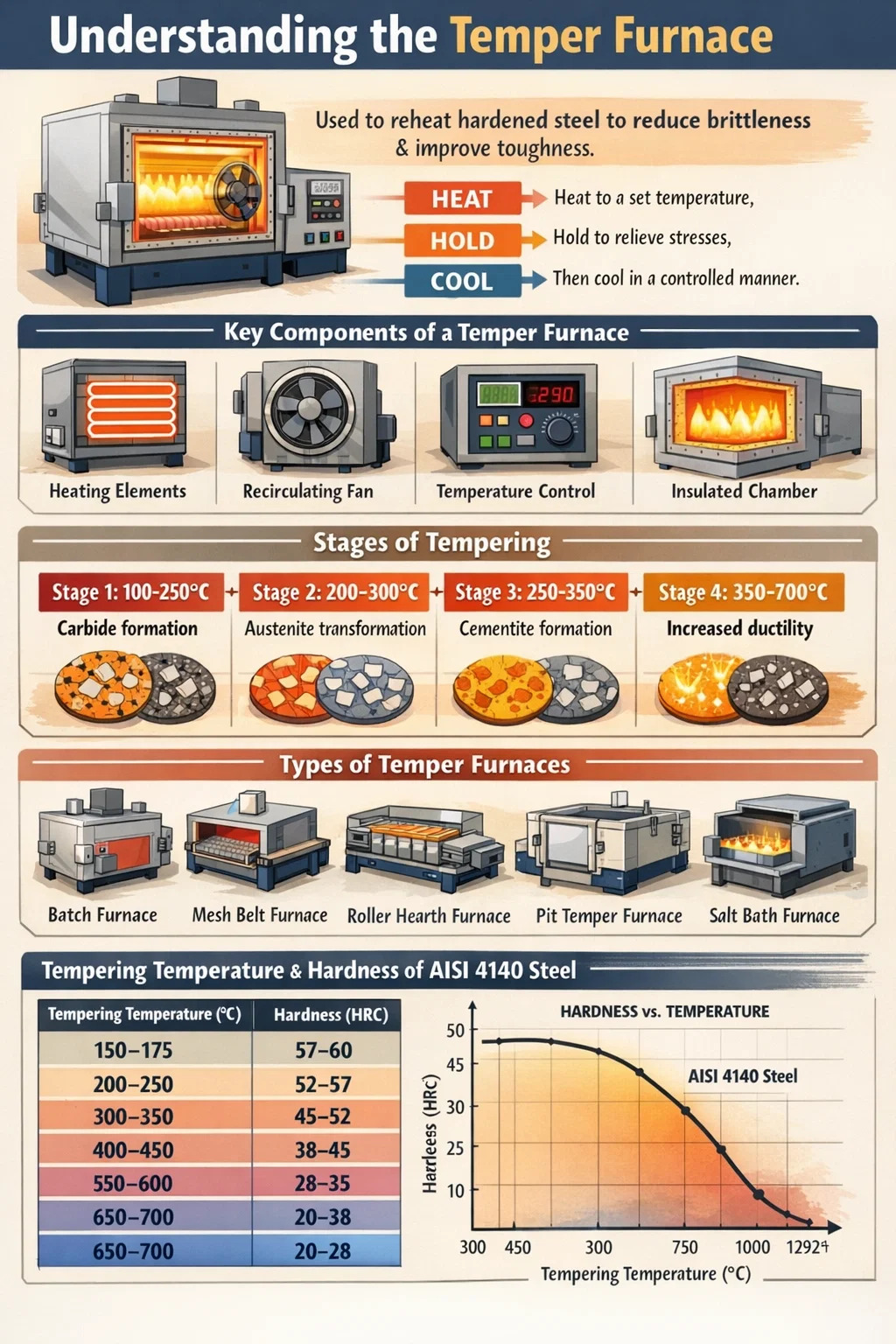
Processus sequitur claram seriem rerum physicarum et metallurgicarum;
Mutationes metallurgicae in temperando frangi possunt in quattuor gradus distinctos secundum caliditatem;
Temperamentum fornacis temperatum per omnes istos gradus temperantiam tenere debet. Systematis moderni in uniformitatem consequi ±3°C ad ±5°C per zonam operis, quae essentialis pars consistit in effectu.
Intellectus consilium subsidia fornacis temperandi explicandum est, cur constantes eventus metallurgicos efficiat. Maiores partes concurrunt ad calorem uniformem, atmosphaeram moderatum, et mensuras certas temperaturas liberandas.
Temperies fornacibus utuntur vel electricis resistentibus elementis calefacientibus vel turibulis gas- accensis. Systema electricum — saepe nichrome, Kanthal, vel carbidi pii elementa utentes — mundiorem operationem et subtiliorem potestatem praebent. Systema gas accensum praebent impensas inferiores ad productionem magni voluminis. Systema calefactionis amplitudo est obviam e scelerisque onere criminis (typice expresso in kW vel BTU/hr).
Cubiculum fornacis lineis refractariis laterculis vel fibris tellus velit. Moduli fibrae Ceramicae magis magisque magisque praeponuntur quia habent Inclina scelerisque massa , id est velocius caloris tempora et energiae inferioris consummatio. Cubiculum bene insulatum calorem detrimentum minuit et distributionem temperatura stabilit.
Recirculatio aeris calidi coactus est una ex potissimis notis fornacis temperi moderni. Summus velocitas fans calefacti aeris trans officinas laborant, stratificationes temperaturas tollendo. Sine recirculation, cacumen fornacis oneratus 30-50°C calidior quam in fundo esse potest. Systema recirculatio ventilationis temperatura aequalitatem intra ±5°C vel per totum onus melius affert.
Thermocouples (typice Typus K vel Type N) monitor temperatus in pluribus punctis in fornace. PID (Proportional-Integral-Drivative) moderator vel logicae programmabilis moderatoris (PLC) elementa calefacientia innixa in feedback thermocouple administrat. Summus finis systemata incorporandi data caesuri sunt, qui cyclum omnem cycli de traeabilitatis memorant — exigentiam in aerospace (AMS 2750) et signa curationis automotivae caloris.
Secundum applicationes applicationis, fornax temperans operari potest in aere, nitrogene, vel atmosphaera endothermica defensiva. Atmosphaerae imperium vetat superficiem oxidationis et decarburizationis in temperando, praesertim ad praecisionem instrumentorum ferri et annulorum portantium.
Partes manually scutulis onerari possunt, vel automatice per vectores, focos cylindros, vel systemata pulsus. Batch temperandi fornaces singula onera tractant, dum fornaces temperantes continui — ut cylindrus focis vel reticulum cingulum fornacibus temperant — processus partes in rivo constanti, aptae ad altum volumen operationibus, sicut clavus, fons, vel productionis ferens.
Fornaces temperies in plures figuras veniunt, diversis voluminibus productionis, partim geometricis, et processu exigentiis accommodatae. Rectum genus eligens directe impingit industriam efficientiam, throughput, et temperatura uniformitatem.
| Fornax Type | Operatio Modus | Typical Temperature Range | Aptissima enim |
|---|---|---|---|
| Arca / Batch Temper fornace | Batch | 150-700°C | Tooling, perit, partim mixta genera |
| Pit / Verticalis Temper fornace | Batch | 150–650°C | Sagittae, vectes, virgae |
| Mesh Cingulum Temper fornace | Continuus | 150-500°C | Particulae parvae: fasteners, gestus, fontes |
| cylindrus focis Temper fornace | Continuus | 200-700°C | Magnae partes planae, stampings autocinetica |
| Car imo Temper fornace | Batch | 200-700°C | Magnae malleationes, magnae industriae partes |
| Sal Bath Temper fornace | Batch | 150-600°C | Ieiunium, aequabile temperamentum partium praecisarum |
Inter haec, reticulum balteus ingenium fornacem quod maxime in massa productionis ambitus obtinet. Unius reticulum cingulum fornacis linea centum chiliogrammatum partium per horas procedere potest, eoque nisum portandi et clavorum caloris operationes per orbem terrarum tractandi.
Una gravis variabilis in processu temperaturae temperatus est. In fornace temperie, temperatura delectae directe determinat commercium inter duritiem et duritiem. Ut temperaturae temperatura crescit, duritia decrescit et durities augetur — sed relatio linearis non est et ab mixturae compositione graviter dependet.
Pro communi ferro mediae carbonis sicut AISI 4140, hic est quomodo temperantia temperans duritiem Rockwell afficit (HRC) post oleum exstinguendi;
| Temperature Temperature (°C) | Duritia (HRC) | Typicam Applicationem |
|---|---|---|
| 150-175 | 57–60 | Instrumenta secans, superficies gerunt |
| 200-250 | 52-57 | Partus, bushings |
| 300-350 | 45-52 | Fontes, instrumenta manu |
| 400-450 | 38-45 | Anni, spicula, virgas nectentes |
| 550-600 | 28-35 | Partes structurales, pressura vasa |
| 650-700 | 20-28 | Princeps spissitudo malleator, machina gravis |
Una res magni momenti est ut conscius sit ingenium embrittlement - deminutio in ictum duritiem quae fit, cum quidam stannum chalybea temperantur in latitudine 250-400°C (spatii hyacinthini) vel tardius refrigerata per 375-575°C. Ingenium fornacibus adhibitis ad mixturae chalybes saepe programmata est ad vitandas illas temperaturas iugis vel celeriter per eas refrigerandi ne embratment. Inde est, quod curiosa programmandi fornax negotia - non modo ad scopum temperie attigit, sed ratem ac viam temperaturae mutationis administrans.
Temperies fornacibus insunt in omni fere regione quae duris partibus ferro nititur. Processus temperans non est libitum pro pluribus componentibus componendis - gradus mandatorius est qui discrimen facit inter partem quae fideliter in servitio et fracturas sub onere exercet.
Sector autocineticus est inter maximos perussores capacitatis temperandi orbem terrarum. Anni, crankshafts, camshafts, connexiones virgas, axes spicula, valvae fontes, et elementa transmissionis omnia per fornaces temper transeunt ut partem itineris productionis. A modernus vector currus centum partes ferro tractatas calores continet, et multae ex eis temperationem requirunt ad iustam lassitudines vires et ictum resistentiam consequendam. Cingulum reticulum continui seu cylindrus focalis fornacibus temperans currit 24 horas diei sunt vexillum apparatu in plantis automotives in summo volumine.
Annulos ferentes et volventes elementa subtilissimam temperantiam requirunt, typice in latitudine 150–180°C , ad scopum duritiei 58-64 HRC assequendum, dum eliminando austenitem et dimensivam stabilitatem obtinendam. Etiam a 10°C deviatio temperaturae determinatae duritiam causare potest extra tolerantiam cadere. Inde est, quod artifices portantes graviter in fornace absolute collocant et AMS 2750 / CQI-9 systemata fornacem temperamentum obsequentem.
Summus celeritate ferro (HSS) instrumenta secans more temperari at 540-560°C — processus secundarius appellatus duritiae temperaturae — bis vel ter peractae convertendi austenites retentae et carbides secundariae augendae quae duritiem rubram praebent. Instrumentum frigidum opus ferri sicut D2 vel H13 opus calidum mori ferro temperari ad diversas iugis temperaturas ad optimize proprias operas proprietates. Arca massae temperies fornacibus sunt frequentissima ad instrumentum electionis et tabernae intereunt ob earum flexibilitatem in tractandis magnitudinibus variae partis.
Exponunt partes calces, fibulas, compages structurales, et partes machinae omnes temperationem exigunt sub conditionibus stricte moderatis. Aerospace temperans parere debet cum AMS 2759 specificationibus, quae definiunt licitum temperaturas regiones, tempora tenere, positiones thermocouples, et requisita memorare. Temperies fornaces in aerospace adhibentur typice plumae plures thermocouples, systemata moderatio redundantia, et cycli activitatis automati plene cum digitalis traceability.
Fontes valvae, fontes suspensio et fontes industriae temperantur circa 380-450°C ad optimize modum et lassitudinem vitae elasticae. Reticulum continuum baltei temperamentum fornacibus idealibus hic sunt, cum vere filum vel spirae fontes per magnas quantitates manare possunt. Propriae temperaturae vires lassitudines amplificat laxando passiones residuas inductas in gyrando et in processibus peenantes emissas.
Haec tria genera fornacis omnes curationis caloris adhibentur, sed inserviunt fundamentaliter diversis propositis metallurgicis. Confundens eos ad errores significantes processus et partes abrasas.
Praecipua distinctio est, quod fornax ingenium semper adhibetur post obduratio, quasi emenda gradus. Annealing et normalizing solent fieri ante ultima caecitas, quasi gradus praeparatorii. Temperatura operativa iugis etiam significanter differunt: temperans infra DCC°C manet, dum furnum et normalizationem saepe supra 800-950°C agunt.
Ius temperandi questus plus requirit quam iustus dial ponens. Plures ambitus inter se cohaerentes eodem tempore tractari debent ut constanter optatum exitum consequatur.
Temperature uniformitas perlustrat (TUS) — secundum AMS 2750 et similia signa — metire actualem distributionem temperaturae per zonam fornacem utens multiplicibus thermocouplis calibratis. Fornaces in classes accurationis collocantur secundum earum uniformitatem: Classis 2 (±6°C) and Classis III (±8°C) communes sunt ad praecisionem partium, dum Classis V (± 14°C) pro minus criticis applicationibus acceptabilis sit. Inadaequata temperatura uniformitas est una ex causis principalibus curationis caloris reiecti sortis.
Tempus macerari computatur secundum sectionem crassitudine - regula communis pollicis est I hora per pollicis (25 mm) de sectione crucis- cum minimum 1 m. Tempus macerari sufficiens folia residua extollit nucleum in sectiones densissimas. Tempus macerari nimia temperaturis supra 500°C pro certo ferro mixturae periclitatur temperamentum embrutionis aut incrementi frumenti. Extrema observantia depravat.
Opprimunt temperamentum fornacem vel partes positis fortiter airfluvium impedit et gradus temperatus intra onus gignit. Partes disponendae sunt ut circulationem aeris idoneam patiantur. Basket vel lance adfixa saepe inter partes ponere solebant. In continuis fornacibus cingulum densitatis (kg/m²) onerantium est processus criticus parametri.
Partes enim in quibus integritas superficiei est critica — ut praecisio anni vel cursus ferendis — atmosphaera neutra vel leviter minuentia impedit oxidationem et decarburizationem in temperando. Nitrogenium seu atmosphaerae nitrogen-methanolum communiter adhibentur in atmosphaera temperantorum fornaciorum. Partes temperatae in aperto aere temperatae ad altas temperaturas superficies oxydatum strata explicari possunt, quae uredine vel excussione offa removenda sunt, addens pretium et tempus cycli.
Nam carbo maxime patet et ferrum admixtum humile, rate refrigerans post temperaturam minimam ictum in proprietates finales habet. Tamen pro quibusdam chalybis mixturae - in quibus continentur Mn, Cr, Ni, vel P - tarda refrigeratio per 375-575°C causat temperamentum embrutionis, gutta dramatica in incisurae duritiem. Haec steels oportet esse aqua vel oleum exstinguitur post temperantiam ut hoc range cursim bypass.
Industria gratuita significant fractionem operandi impensas in quavis facilitate curationis caloris. Temperatio fornacis consilia moderna incorporandi multiplex consilia ad industriam consummationem redigendum sine ullo discrimine perficiendi metallurgicam.
Quidam progressi continentes systemata fornacis temperies nunc energiae specificae consummationem infra attingunt 0,15 kWh per kilogram processionaliter ferro - notabilis emendatio in formis vetustioribus quae consumuntur 0.25-0.35 kWh/kg.
Etiam cum fornace ingenium recte dispositum est, processus errorum defectus introducere potest, qui partem compromissi perficiendi. His defectibus intelligendis earumque radix causae adiutores operariorum instituunt et suos processus temperantes recte conservant.

TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES CNC VER MACHINA COILING ...
See Details
TK-13200、 TK-7230 TK-13200、 TK-7230 12AXES CNC VER MACHINA COILING ...
See Details
TK12120 TK-12120 12AXES CNC VER MACHINA COILING ...
See Details
TK-6160 TK-6160 CNC VER MACHINA VOLUMEN MACHINA ...
See Details
TK-6120 TK-6120 CNC VER MACHINA VOLUMEN MACHINA ...
See Details
TK-5200 TK-5200 5AXES CNC VER MACHINA COILING ...
See Details
TK-5160 TK-5160 5AXES CNC VER MACHINA COILING ...
See Details
TK-5120 TK-5120 5AXES CNC VER MACHINA COILING ...
See DetailsMobile QR code

 Language
Language  中文简体
中文简体

